ساختار و عملکرد واحد تزریق در دستگاههای تزریق پلاستیک (IMM)
واحد تزریق در دستگاههای قالبگیری تزریقی (Injection Molding Machine - IMM) قلب فرآیند تولید قطعات پلاستیکی است. این بخش وظیفه دارد مواد پلیمری را از حالت گرانول دریافت کرده، آنها را تحت ترکیبی از گرمایش خارجی و برش مکانیکی ذوب و همگن کند و سپس با فشار و سرعت کنترلشده به داخل قالب تزریق نماید. کیفیت مذاب، پایداری وزن شات، تکرارپذیری فرآیند و ظاهر قطعه نهایی، همگی به طراحی و تنظیم صحیح این واحد وابسته هستند.
فهرست مطالب
- ۱. واحد تزریق چیست و چرا مهم است؟
- ۲. اجزای اصلی واحد تزریق در دستگاههای IMM
- ۳. ساختار مارپیچ و نواحی سهگانه آن
- ۴. مکانیزم ذوب پلیمر در سیلندر
- ۵. رفتار رئولوژیک مواد پلیمری در واحد تزریق
- ۶. طراحی مارپیچ و نسبت تراکم (Compression Ratio)
- ۷. نازل و سیستمهای گرمایشی
- ۸. تنظیمات فرآیندی: سرعت مارپیچ، فشار برگشتی و زمان ماند
- ۹. مشکلات رایج و علتهای آن در واحد تزریق
- ۱۰. جمعبندی
- سؤالات متداول (FAQ)
۱. واحد تزریق چیست و چرا مهم است؟
در دستگاههای تزریق پلاستیک، واحد تزریق بخشی است که مواد خام پلیمری را به مذاب یکنواخت تبدیل میکند و آن را با فشار و سرعت مناسب به داخل قالب میرساند. اگر این واحد بهدرستی طراحی و تنظیم نشود، مشکلاتی مانند ذوب ناقص, سوختگی مواد، نوسان وزن شات، حباب، خطوط سرد و اعوجاج قطعه بهوجود میآید؛ حتی اگر قالب و واحد گیره بهخوبی طراحی شده باشند.
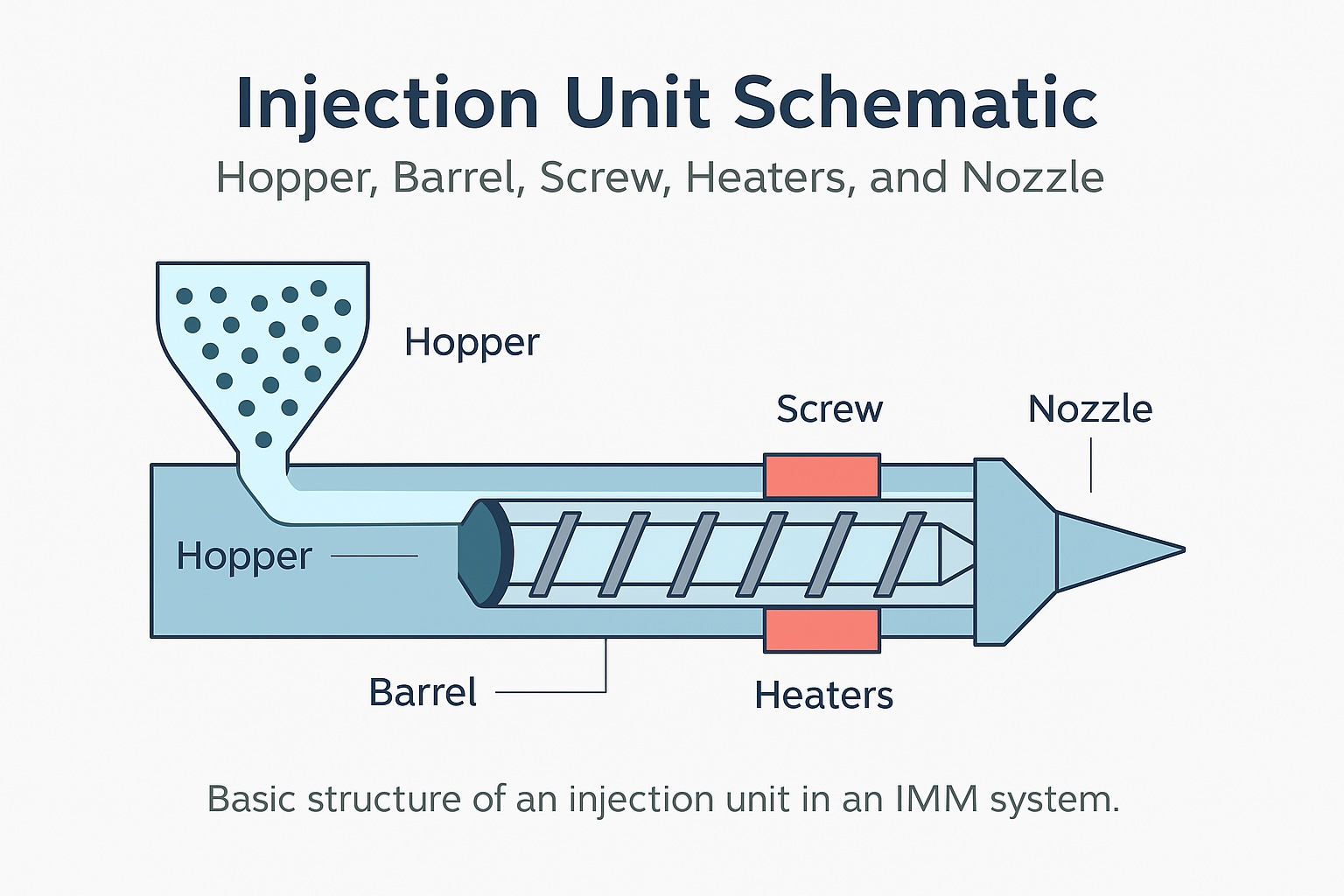
۲. اجزای اصلی واحد تزریق در دستگاههای IMM
مطابق مباحث مطرحشده در منابع مرجع قالبگیری تزریقی و ترجمه موجود در فایل شما، واحد تزریق از چند جزء اصلی زیر تشکیل شده است:
| جزء واحد تزریق | وظیفه اصلی |
|---|---|
| سیستم تغذیه و هاپر (Hopper & Feeding) | دریافت گرانولها و هدایت پیوسته آنها به داخل سیلندر |
| سیلندر (Barrel) | محفظه حرکت مارپیچ و بستر فرآیند ذوب، فشردهسازی و انتقال مواد |
| مارپیچ (Screw) | انتقال مواد، تولید گرمای برشی، فشردهسازی و همگنسازی مذاب |
| نواحی حرارتی (Heating Zones) | ایجاد و کنترل پروفایل دمایی در طول سیلندر برای مواد مختلف |
| سیستم درایو مارپیچ (Screw Drive) | ایجاد دوران و حرکت محوری مارپیچ برای پلاستیکیسازی و تزریق |
| نازل (Nozzle) | انتقال مذاب از سیلندر به راهگاه قالب و کنترل جریان در ورودی قالب |
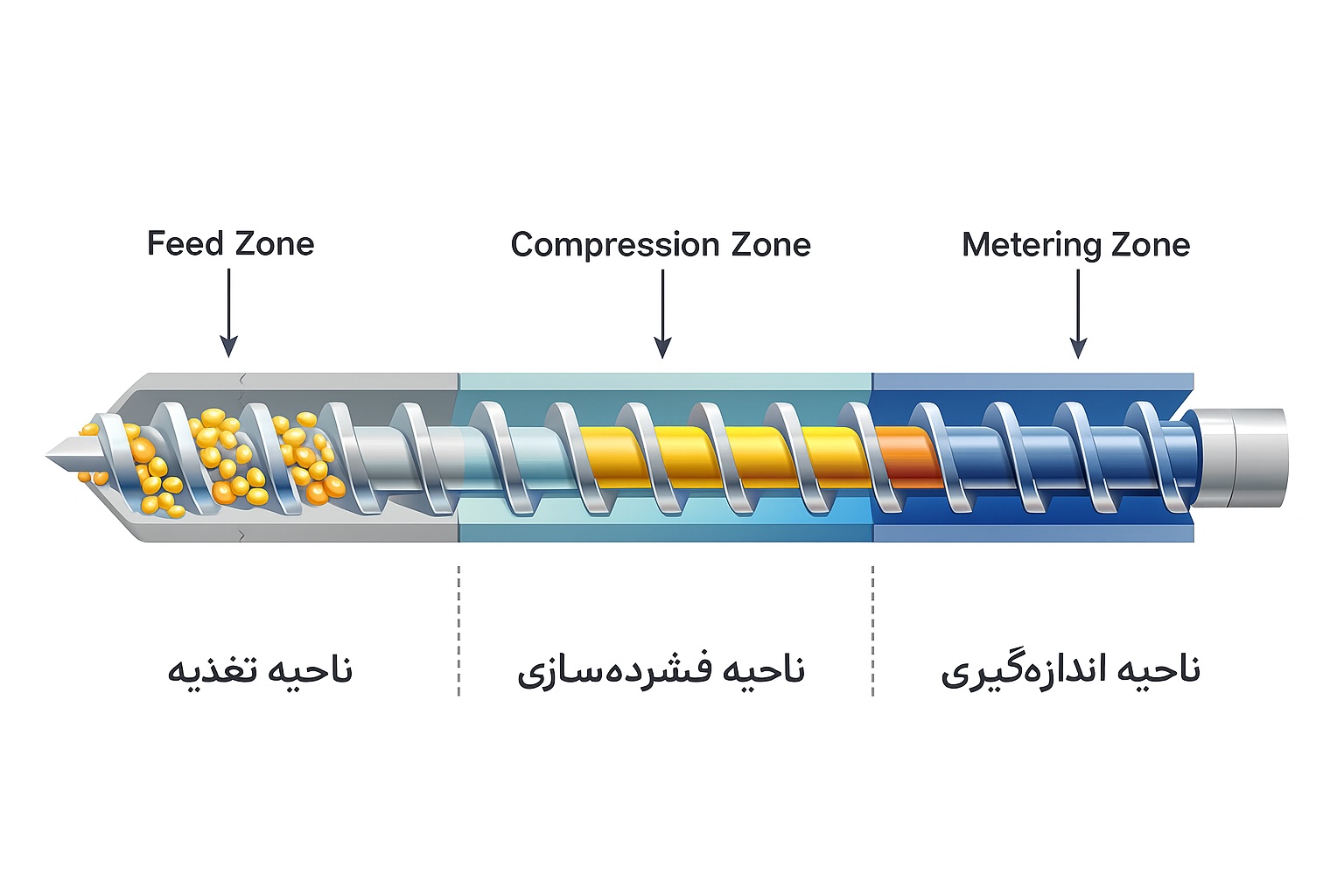
۳. ساختار مارپیچ و نواحی سهگانه آن
مارپیچ مهمترین جزء واحد تزریق است و بخش عمدهای از انرژی لازم برای ذوب پلیمر را از طریق برش مکانیکی تأمین میکند. در طراحی استاندارد، مارپیچ معمولاً به سه ناحیه اصلی تقسیم میشود:
- ناحیه تغذیه (Feed Zone) – دریافت گرانول و شروع انتقال مواد روی ریشه مارپیچ.
- ناحیه فشردهسازی (Compression Zone) – کاهش تدریجی عمق کانال، افزایش فشار و شروع ذوب مواد.
- ناحیه سنجش یا اندازهگیری (Metering Zone) – تکمیل ذوب، همگنسازی مذاب از نظر دما و ویسکوزیته و آمادهسازی برای تزریق.
در فایل ترجمه شما بهطور ویژه به این موضوع اشاره شده بود که کیفیت ذوب و یکنواختی مذاب در ناحیه سنجش تعریف میشود؛ جایی که نباید ذرات جامدی باقی بماند و پروفایل دما باید پایدار باشد.
۴. مکانیزم ذوب پلیمر در سیلندر
همانطور که در متن مرجع و ترجمه فایل شما آمده است، فرآیند ذوب پلیمر تنها به هیترهای بیرونی وابسته نیست. هیترها بیشتر نقش «آغازگر» را دارند و بخش عمده انرژی ذوب توسط برش مکانیکی بین مواد و دیواره سیلندر و همچنین بین لایههای مختلف پلیمر تأمین میشود.
در ناحیه فشردهسازی، بستر مواد جامد بهتدریج با مذاب در حال شکلگیری تماس پیدا میکند. اصطکاک، تغییر شکل و برش، گرمای قابلتوجهی تولید میکنند و باعث میشوند که هسته جامد کمکم ذوب شده و به مذاب یکپارچه تبدیل شود.
۵. رفتار رئولوژیک مواد پلیمری در واحد تزریق
پلیمرها سیالات نیوتونی نیستند؛ ویسکوزیته آنها علاوه بر دما، تابع نرخ برش و فشار نیز هست. در واحد تزریق:
- افزایش دما → کاهش ویسکوزیته و روانتر شدن جریان مذاب.
- افزایش نرخ برش (بهواسطه سرعت بالاتر مارپیچ) → تولید گرمای داخلی و کاهش بیشتر ویسکوزیته.
- افزایش فشار → تغییر چیدمان زنجیرههای پلیمری و افزایش دمای موضعی.
در فایل ترجمه شما به این نکته اشاره شده بود که تنظیم این سه عامل بهصورت همزمان، لازمه رسیدن به مذابی پایدار و تکرارپذیر است. هرگونه تغییر ناگهانی در دما، نرخ برش یا فشار، خود را بهصورت نوسان وزن شات یا تغییر ظاهر قطعه نشان میدهد.
۶. طراحی مارپیچ و نسبت تراکم (Compression Ratio)
طراحی هندسی مارپیچ شامل عمق کانال، گام (Pitch)، طول نسبی هر ناحیه و نسبت تراکم است. نسبت تراکم بهصورت نسبت عمق کانال در ناحیه تغذیه به عمق کانال در ناحیه سنجش تعریف میشود. انتخاب این نسبت باید بر اساس نوع پلیمر، حساسیت حرارتی و سطح مورد نیاز همگنسازی انجام شود.
| نسبت تراکم تقریبی | نوع مواد و کاربرد پیشنهادی |
|---|---|
| کم (حدود ۱:۲) | مواد حساس به گرما مانند برخی گریدهای PVC، پلیمرهای با پایداری حرارتی پایین |
| متوسط (حدود ۱:۲.۵ تا ۱:۳) | مواد عمومی مانند PP، PE، PS برای کاربردهای استاندارد و قطعات روزمره |
| بالا (حدود ۱:۳ تا ۱:۴) | کامپاندهای پرشده (Filled)، پلیمرهای نیازمند فشردگی زیاد و ترکیب قویتر |
اگر نسبت تراکم بیش از حد بالا انتخاب شود، خطر دمای زیاد، سوختگی و تخریب ماده افزایش مییابد؛ درحالیکه نسبت تراکم خیلی پایین میتواند باعث ذوب ناقص و باقیماندن ذرات جامد در مذاب شود.
۷. نازل و سیستمهای گرمایشی در واحد تزریق
نازل، رابط میان سیلندر و قالب است و افت فشار، دمای مذاب در ورودی قالب و رفتار جریان تا حد زیادی به طراحی و تنظیم آن وابسته است. در ترجمه فایل شما، به ضرورت انتخاب صحیح نازل برای جلوگیری از نشتی، نخکشی و سرد شدن موضعی اشاره شده بود.
برخی انواع رایج نازل عبارتاند از:
- نازل باز (Open Nozzle)
- نازل با مکانیزم قطعکننده (Shut-Off Nozzle)
- نازل سوزنی (Needle Shut-Off)
- نازل با کنترل دقیق دما (PID-Controlled Nozzle)
سیستمهای گرمایشی سیلندر نیز به چند ناحیه حرارتی تقسیم میشوند تا بتوان پروفایل دمایی مناسب برای مواد مختلف را ایجاد کرد. برای پلیمرهای حساس، کنترل دقیق هر ناحیه حرارتی ضروری است و معمولاً از کنترلکنندههای PID استفاده میشود.
۸. تنظیمات فرآیندی: سرعت مارپیچ، فشار برگشتی و زمان ماند
سه متغیر مهم در واحد تزریق که در فایل ترجمه شما نیز به آنها اشاره شده، عبارتاند از:
- سرعت چرخش مارپیچ (Screw Speed) – تعیینکننده نرخ برش و میزان تولید گرمای داخلی.
- فشار برگشتی (Back Pressure) – کمک به همگنسازی مذاب، خروج گازهای محبوس و تثبیت وزن شات.
- زمان ماند مواد در سیلندر – زمان حضور پلیمر در دما و فشار فرآیندی، که باید متناسب با پایداری حرارتی ماده تنظیم شود.
افزایش بیش از حد هر یک از این پارامترها میتواند باعث تخریب پلیمر، تغییر رنگ، کاهش خواص مکانیکی یا نوسان وزن شات شود. تنظیم بهینه آنها تنها با در نظر گرفتن رفتار رئولوژیک ماده و طراحی مارپیچ امکانپذیر است.
۹. مشکلات رایج در واحد تزریق و علتهای آن
بسیاری از عیوب ظاهری و داخلی قطعات تزریقی به کیفیت مذاب در واحد تزریق برمیگردد. جدول زیر، برخی مشکلات متداول و علتهای احتمالی آنها را از نگاه فرآیند واحد تزریق نشان میدهد:
| مشکل مشاهدهشده | نشانهها | علتهای احتمالی در واحد تزریق |
|---|---|---|
| ذوب ناقص | وجود ذرات جامد، خطوط سرد، سطح ناصاف | دماهای پایین سیلندر، سرعت کم مارپیچ، نسبت تراکم نامناسب، زمان ماند ناکافی |
| سوختگی (Burn Marks) | لکههای سیاه یا قهوهای، بوی سوختگی | دمای بیش از حد، زمان ماند طولانی، سرعت برش خیلی بالا، تهویه نامناسب قالب |
| نوسان وزن شات | افزایش و کاهش متناوب وزن قطعه در سیکلهای مختلف | تغییرات ویسکوزیته بهعلت نوسان دما، تغییرات فشار برگشتی، لغزش مواد در ناحیه تغذیه |
| حباب و تخلخل داخلی | فضاهای خالی درون قطعه، کاهش استحکام | رطوبت در مواد، تنظیم نامناسب پروفایل دما، سرعت تزریق نامناسب، فشار نگهداری کم |
۱۰. جمعبندی
واحد تزریق در دستگاههای قالبگیری تزریقی، محل تلاقی طراحی مکانیکی، انتقال حرارت، رئولوژی پلیمر و تنظیمات فرآیندی است. مارپیچ، سیلندر، سیستمهای گرمایشی و نازل، همگی باید متناسب با نوع ماده و الزامات قطعه انتخاب و تنظیم شوند. مطالب این مقاله بر اساس ترجمه بخشهایی از Injection Molding Handbook (Third Edition) و تجربیات صنعتی، بهصورت یک راهنمای ساختارمند و کاربردی بازنویسی شده تا در انتخاب، تنظیم و عیبیابی واحد تزریق به مهندسان و اپراتورها کمک کند.
سؤالات متداول درباره واحد تزریق در دستگاه تزریق پلاستیک
چرا طراحی مارپیچ تا این حد در کیفیت قطعه نهایی مهم است؟
مارپیچ مسئول انتقال، فشردهسازی، ذوب و همگنسازی پلیمر است. اگر طراحی آن با نوع ماده و کاربرد هماهنگ نباشد، مذاب ناهمگن، ذوب ناقص یا دمای بیش از حد ایجاد میشود که نتیجه آن عیوب سطحی، نوسان وزن شات و کاهش خواص مکانیکی قطعه خواهد بود.
آیا با افزایش دمای هیترها میتوان مشکل ذوب ناقص را برطرف کرد؟
همیشه خیر. گرچه افزایش دما میتواند تا حدی به ذوب کمک کند، اما اگر طراحی مارپیچ، سرعت چرخش و فشار برگشتی مناسب نباشند، فقط خطر سوختگی، تخریب حرارتی و تغییر رنگ قطعه را افزایش میدهیم. تعادل میان گرمایش برشی و گرمایش خارجی بسیار مهم است.
فشار برگشتی (Back Pressure) چه نقشی در واحد تزریق دارد؟
فشار برگشتی به همگنسازی مذاب، خروج گازهای محبوس و تثبیت وزن شات کمک میکند. با این حال، مقادیر بسیار بالا میتواند باعث دمای بیش از حد و تخریب پلیمر شود؛ بنابراین باید بر اساس نوع ماده و ضخامت قطعه تنظیم شود.
چرا وزن شات در تولید قطعات تزریقی نوسان پیدا میکند؟
نوسان وزن شات معمولاً بهعلت تغییرات ویسکوزیته مذاب (بهخاطر نوسان دما)، تغییر در سرعت مارپیچ، فشار برگشتی یا لغزش مواد در ناحیه تغذیه است. بررسی همزمان پروفایل دما، تنظیمات مارپیچ و وضعیت تغذیه، اولین قدم در عیبیابی این مشکل است.
برای مواد حساس به گرما چه نوع مارپیچی مناسبتر است؟
برای پلیمرهای با پایداری حرارتی پایین، استفاده از مارپیچ با نسبت تراکم کمتر و عمق کانال بالاتر مناسبتر است. این طراحی، نرخ برش را کاهش میدهد و زمان ماند مؤثر را کنترل میکند تا از سوختگی و تخریب ماده جلوگیری شود.