خطوط اسپتیک در صنایع لبنی و نوشیدنی (Aseptic Lines)
خطوط اسپتیک یا Aseptic Lines برای تولید محصولات با ماندگاری بالا (ESL/UHT) بدون نیاز به زنجیره سرد یا با زنجیره سرد کوتاه طراحی میشوند. در این خطوط، محصول و بستهبندی بهصورت جداگانه استریل میشوند و سپس در یک محیط کنترلشده و استریل، عملیات پرکنی انجام میگیرد. این راهنما اجزای اصلی خط اسپتیک، معماری فرایند، الزامات CIP/SIP و نکات مهندسی برای طراحی و انتخاب تجهیزات در صنایع لبنی، آبمیوه، سس و نوشیدنیهای حساس را بررسی میکند.
۱) خط اسپتیک چیست و چه تفاوتی با پاستوریزاتور معمولی دارد؟
در پاستوریزاتورهای معمولی (HTST)، محصول تا دماهای حدود ۷۲–۸۵°C گرم شده و زمان نگهداری کوتاه است؛ این موضوع ماندگاری را افزایش میدهد اما معمولاً نیاز به زنجیره سرد دارد. در مقابل، خطوط اسپتیک با استفاده از UHT (دمای بسیار بالا برای زمان بسیار کوتاه) یا ESL پیشرفته، ترکیبِ دمای بالا، زمان بهینه و محیط استریل را بهگونهای تنظیم میکنند که بار میکروبی به حد بسیار پایین برسد و محصول بتواند در دمای محیط یا با زنجیره سرد سبک نگهداری شود.
۲) اجزای اصلی خطوط اسپتیک
۱. واحد استریلیزاسیون محصول (UHT)
- مبدلهای حرارتی (صفحهای، لولهای، Scraped-Surface بسته به ویسکوزیته)
- بخش Heating / Holding / Cooling با پروفایل دمایی کنترلشده
- ابزار دقیق کامل (دما، فشار، جریان، ثبتکنندهها برای مقاصد ردیابی و audit)
۲. تانک آسپتیک (Aseptic Tank)
- طراحی مخزن دو یا تکجداره با جاکت دما و فضای استریل بالای سیال
- اتصالات کاملاً بهداشتی، سقف مخزن بدون نقاط مرده، اسپریبال برای CIP
- استفاده از Steam Barrier یا نیتروژن استریل در فضای فوقانی در صورت نیاز
۳. پرکن آسپتیک (Aseptic Filler)
- کابین استریل با فیلترهای HEPA و Positive Pressure
- سیستم استریلسازی داخلی نازلها قبل از تولید (Hot Water / Steam / H2O2)
- همگامسازی با سیستم UHT و تانک آسپتیک برای جلوگیری از توقفهای غیرضروری
۴. پمپها و ولوهای بهداشتی آسپتیک
- پمپهای بهداشتی (سانتریفیوژ و لوب) با سیل آسپتیک و Steam Barrier در نقاط بحرانی
- ولوهای آسپتیک (Seat / Mixproof / Diaphragm) در اتصال UHT، تانک و پرکن
- موقعیتیابها و کنترلهدهای بهداشتی برای یکپارچگی با PLC/SCADA
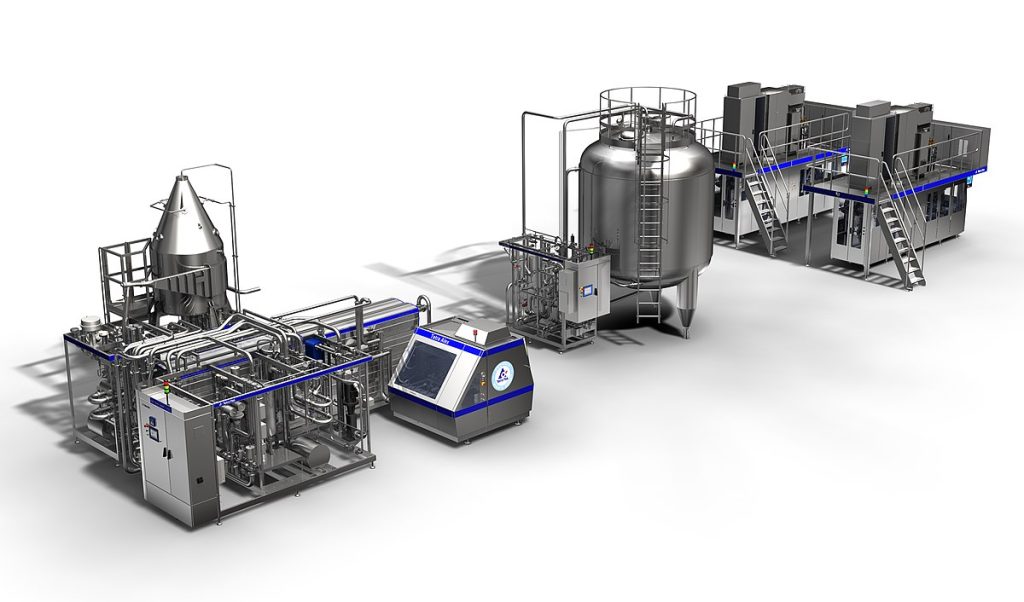
۳) معماری فرایندی و جریان محصول در خط اسپتیک
در سادهترین معماری، محصول ابتدا در بخش UHT استریل شده، سپس وارد تانک آسپتیک میشود و در نهایت توسط پمپهای بهداشتی و ولوهای آسپتیک به پرکن ESL/UHT ارسال میشود. در کل فرایند، تماس محصول با محیط غیر استریل ممنوع است و همه نقاط اتصال یا تحت بخار استریل، یا گاز بیاثر استریل، یا آببندیهای مخصوص قرار دارند.
نکات کلیدی طراحی معماری
- تعریف حلقههای در حال گردش (Recirculation) در زمان قبل و بعد از تولید
- تفکیک مدار استارت، تولید، و Shutdown برای جلوگیری از مخلوط شدن محصول قابلفروش با محصول غیرقابلفروش
- استفاده از ولوهای Mixproof آسپتیک در نقاط اتصال UHT–تانک و تانک–پرکن
۴) CIP/SIP و الزامات بهداشتی در خطوط اسپتیک
در خطوط اسپتیک، برنامه CIP/SIP نه تنها برای تمیز کردن سطوح داخلی، بلکه برای حفظ شرایط استریل بین Batchها حیاتی است. معمولاً توالی زیر دیده میشود:
- CIP قلیایی برای حذف چربیها و پروتئینها
- CIP اسیدی برای حذف رسوبات معدنی و Stone
- SIP با بخار در دما و زمان مشخص (مثلاً ۱۲۱°C)
- خنکسازی کنترلشده و ورود محصول در شرایط استریل
ریسکهای عدم رعایت CIP/SIP
- بازگشت آلودگی (Recontamination) از تانک یا پرکن به مدار UHT
- افزایش بار میکروبی و کاهش عمر ماندگاری روی قفسه
- Reject شدن Batch کامل در بازرسیهای کیفی و مشتریان برنددار
۵) نکات طراحی و انتخاب تجهیزات در خطوط اسپتیک
طراحی یک خط اسپتیک موفق، نیازمند هماهنگی دقیق بین ظرفیت UHT، حجم تانک آسپتیک، سرعت پرکن، و معماری شبکه پمپها و ولوها است. برخی از نکات مهندسی مهم عبارتاند از:
| پارامتر طراحی | نکته مهندسی | توضیحات |
|---|---|---|
| ظرفیت UHT | هماهنگ با سرعت پرکن | در نظر گرفتن Margin برای زمان استریلسازی، استارت و Stop بدون شوک به پرکن |
| حجم تانک آسپتیک | Buffer بین UHT و Filling | کاهش توقف خط در زمان تنظیمات پرکن یا تعویض رول بستهبندی |
| انتخاب پمپها | بهداشتی و آسپتیک | در نقاط حساس، استفاده از سیل آسپتیک با Steam Barrier یا Double Seal |
| ولوها و آرایش پایپینگ | Mixproof و Aseptic | جلوگیری از Dead-Leg و نقاط غیرقابلCIP؛ طراحی با حداقل زوایای تند |
| ابزار دقیق و ثبت داده | Traceability کامل | ثبت دائم دما، فشار، زمان نگهداری و وضعیت استریل برای Audit و برندهای جهانی |
در پروژههای برندهای بینالمللی، احراز صلاحیت (Qualification) و اعتبارسنجی (Validation) خط اسپتیک (IQ/OQ/PQ) بخش جداییناپذیر قرارداد است.
۶) کاربرد خطوط اسپتیک در لبنی، آبمیوه و سس
لبنیات ESL/UHT
- شیر ESL و UHT در پاکتها و بطریهای آسپتیک
- شیرهای طعمدار، نوشیدنیهای لبنی و قهوه آماده (RTD Coffee)
- محصولات با پروتئین بالا که نیاز به کیفیت حسی ثابت دارند
آبمیوه، نوشابه و نوشیدنیهای حساس
- آبمیوههای شفاف و پالپدار، نکتارها و نوشیدنیهای عملکردی
- نوشیدنیهای با pH پایین که نیاز به کنترل طعم و رنگ دارند
سسها، سوپها و محصولات ویسکوز
- سسهای مایونز، سالاد، گوجهفرنگی و سوپهای آماده
- لزوم استفاده از مبدلهای Scraped-Surface و پمپهای لوب/اسکرو در طراحی
مزیت رقابتی برای تولیدکنندگان ایرانی
- افزایش عمر ماندگاری و امکان صادرات بدون زنجیره سرد سنگین
- کاهش برگشتیها و Reject با طراحی صحیح و نگهداری اصولی
۷) چکلیست انتخاب و سرمایهگذاری در خط اسپتیک
- نوع محصول و ویسکوزیته: شیر، آبمیوه، سس، سوپ، نوشیدنی عملکردی و …
- ظرفیت تولید هدف: لیتر بر ساعت / تن بر روز، با در نظر گرفتن توسعه آینده.
- فرمت بستهبندی: تتراپک، کارتن آسپتیک، بطری PET/HDPE آسپتیک، پاکت، …
- استراتژی توزیع: صادرات، بازار داخلی، نیاز به زنجیره سرد یا بدون آن.
- سطح اتوماسیون: یکپارچگی با PLC/SCADA، سیستمهای ردیابی و MES.
- سطح استاندارد موردنیاز: برندهای بینالمللی، الزامات مشتریان خصوصی، ممیزیهای دورهای.
پرسشهای متداول درباره خطوط اسپتیک
تفاوت اصلی خط اسپتیک با پاستوریزاتور معمولی چیست؟
در خط اسپتیک، محصول در UHT یا ESL پیشرفته استریل شده و سپس در محیط کاملاً استریل در بستهبندی استریل پر میشود؛ در حالیکه در پاستوریزاسیون معمولی، محصول فقط تا حدی حرارت میبیند و همچنان به زنجیره سرد وابسته است.
آیا میتوان یک خط موجود HTST را به ESL/آسپتیک ارتقا داد؟
بسته به طراحی فعلی، در بسیاری از موارد امکان Upgrade با افزودن واحد UHT، تانک آسپتیک، ولوها و پمپهای آسپتیک و ارتقای بخش پرکنی وجود دارد؛ اما نیاز به بررسی مهندسی دقیق دارد.
حداقل ظرفیت اقتصادی برای سرمایهگذاری روی خط اسپتیک چقدر است؟
ظرفیت اقتصادی به نوع محصول، بازار هدف و فرمت بستهبندی وابسته است؛ اما معمولاً از چند هزار لیتر بر ساعت به بالا توجیهپذیر میشود. تحلیل مالی (CAPEX/OPEX) بخشی از فاز مطالعات اولیه پروژه است.
برندهای تجهیزات در خطوط اسپتیک چه نقشی دارند؟
استفاده از برندهای معتبر در UHT، مبدلها، پمپها و ولوهای آسپتیک ریسک توقف خط، Reject محصول و مشکلات صادراتی را کاهش میدهد. کیفیت مهندسی و Service محلی نیز بهاندازه انتخاب برند اهمیت دارد.